Основными дефектами балок передних мостов являются изгиб и скручивание, износ площадок под рессоры, бобышек под шкворень, отверстий под шкворни и клиновые стопоры.
При разборке переднего моста автомобиля необходимо выполнить следующие операции:
отсоединить тяги рулевого управления;
расшплинтовать, отвернуть гайки и вынуть рычаги поворотных цапф;
освободить стремянки и снять рессоры;
снять колпаки, расшплинтовать и отвернуть гайки и снять ступицы с наружными коническими роликовыми подшипниками и тормозным барабаном;
разобрать и снять детали тормозного механизма;
отъединить от фланцев цапф защитные тормозные диски;
отвернуть автоматические масленки (сверху) и гайки, выбить стопоры шкворней, вынуть шкворни и отъединить от оси цапфы вместе с упорными шариковыми подшипниками передней оси.
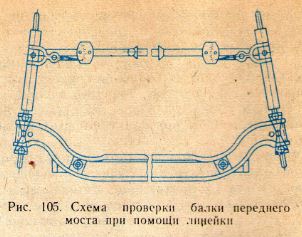
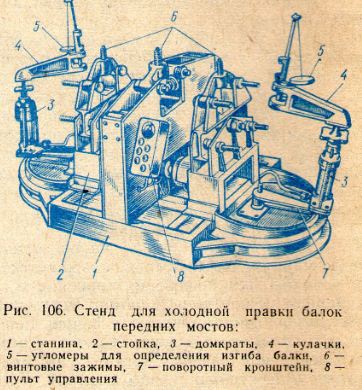
Изгиб и скручивание балки моста проверяют на стенде, в приспособлении или при помощи линейки (рис. 105). Линейка имеет две шкалы, позволяющие производить отсчет показаний в градусах и минутах. Для определения прогиба в горизонтальной плоскости пальцы линейки устанавливают в отверстия под шкворни. При установке пальцев линейки в отверстия для клиновых стопоров шкворней определяют прогиб в вертикальной плоскости. Дефектную балку правят в холодном состоянии на стенде (рис. 106). Стенд позволяет править балку в различных плоскостях и проверять величины ее изгиба и скручивания. Изношенные площадки для крепления рессор восстанавливают наплавкой с последующей механической обработкой. Площадки должны лежать в одной плоскости в пределах 1,0 мм и быть перпендикулярны оси симметрии балки.
 Отверстия под шкворень, имеющие небольшой износ, обрабатывают протяжкой под ремонтные размеры. При этом устанавливают шкворни увеличенных диаметров При значительных износах отверстия под шкворень восстанавливают постановкой втулки с последующей обработкой под номинальный или ремонтный размер. Изношенное отверстие под клиновой стопор обрабатывают разверткой под увеличенный ремонтный размер.
Отверстия под шкворень, имеющие небольшой износ, обрабатывают протяжкой под ремонтные размеры. При этом устанавливают шкворни увеличенных диаметров При значительных износах отверстия под шкворень восстанавливают постановкой втулки с последующей обработкой под номинальный или ремонтный размер. Изношенное отверстие под клиновой стопор обрабатывают разверткой под увеличенный ремонтный размер.
Поворотные цапфы.
Основными дефектами поворотных цапф являются износы шейки под подшипник ступицы, кольца под сальник ступицы, отверстий во втулках, износ или срыв резьбы под гайку цапфы. Изношенные шейки под подшипники восстанавливают хромированием, осталиванием, металлизацией или наплавкой с последующей шлифовкой под номинальный размер. Поворотные цапфы с небольшим износом шеек хромируют, а с износом более 0,15 мм осталивают или наплавляют. Износ кольца под сальник ступицы переднего колеса устраняют хромированием или осталиванием с последующей обработкой под номинальный размер.
Втулки шкворня с изношенными отверстиями заменяют новыми. После запрессовки отверстия во втулках обрабатывают под номинальный или ремонтный размер. Резьбу под гайку цапфы восстанавливают наплавкой с последующим нарезанием резьбы номинального размера.
Шкворни поворотных цапф изнашиваются в местах установки поворотных цапф. Их восстанавливают хромированием или осталиванием. Толщина слоя хрома должна быть не более 0,15 мм с припуском на шлифование 0,05—0,10 мм. При осталивании слой покрытия должен быть не менее 0,3 мм. Обработку завершают шлифованием шкворня под номинальный или ремонтный размер.
Для сборки переднего моста автомобиля необходимо:
запрессовать в проушины поворотных цапф с натягом 0,065—0,165 мм стальные втулки, залитые свинцовистой бронзой, и развернуть их разверткой под размер шкворня с учетом получения требуемого зазора;
установить и закрепить гайками рычаги поворотных цапф;
надеть на ось поворотные цапфы, установить шариковые упорные подшипники, вставить шкворни, закрепить их стопорами и завернуть автоматические масленки;
собрать тормозные механизмы;
установить на шейки поворотных цапф отражатели, сальники и роликовые конические подшипники;
запрессовать в ступицы кольца роликовых конических подшипников и привернуть к фланцу ступицы тормозной барабан;
надеть ступицы с тормозными барабанами на шейки цапф, установить роликовые конические подшипники и шайбы; гайками отрегулировать затяжку подшипников;
перед установкой ступиц заполнить внутреннюю полость их смазкой;
завернуть контргайки, зашплинтовать их и установить колпаки;
прикрепить к поворотным рычагам рулевые тяги и привернуть к площадкам передней оси рессоры.
 Крестовина дифференциала в основном имеет износ и задиры на поверхности шипов, устраняемые шлифованием под ремонтные размеры, наплавкой, хромированием, осталиванием. Крестовины с ремонтными размерами шипов устанавливают в чашки дифференциала, в которых отверстия имеют ремонтный размер или вновь просверлены между старыми отверстиями. Хромирование целесообразно применять при небольших износах шипов, а при значительных износах — осталивание и вибродуговую наплавку. После восстановления шипы шлифуют под номинальный размер.
Крестовина дифференциала в основном имеет износ и задиры на поверхности шипов, устраняемые шлифованием под ремонтные размеры, наплавкой, хромированием, осталиванием. Крестовины с ремонтными размерами шипов устанавливают в чашки дифференциала, в которых отверстия имеют ремонтный размер или вновь просверлены между старыми отверстиями. Хромирование целесообразно применять при небольших износах шипов, а при значительных износах — осталивание и вибродуговую наплавку. После восстановления шипы шлифуют под номинальный размер. При ремонте изношенные подшипники выключения сцепления заменяют на новые. Ведомый и нажимном диски, а также нажимные пружины в зависимости от состояния подвергают ремонту или замене. Для выполнения ремонтных работ сцепление разбирают, применяя приспособления, одно из которых представлено на рис. 102.
При ремонте изношенные подшипники выключения сцепления заменяют на новые. Ведомый и нажимном диски, а также нажимные пружины в зависимости от состояния подвергают ремонту или замене. Для выполнения ремонтных работ сцепление разбирают, применяя приспособления, одно из которых представлено на рис. 102. Ремонт дисков сцепления.
Ремонт дисков сцепления.