К характерным неисправностям свинцовых аккумуляторных батарей относятся: повреждение баков (трещины, отколы), крышек, выводных штырей и перемычек, коррозия решеток положительных пластин, сульфатация пластин, повышенный саморазряд. Большинство неисправностей появляется в результате нарушения правил технического обслуживания и эксплуатации батарей.
 Аккумуляторная батарея, поступающая в ремонт, предварительно очищается от загрязнений. Затем ее осматривают для установления внешних дефектов: трещин бака и крышек, растрескивания и отслаивания мастики, окисления контактов, состояния выводных штырей и перемычек.
Аккумуляторная батарея, поступающая в ремонт, предварительно очищается от загрязнений. Затем ее осматривают для установления внешних дефектов: трещин бака и крышек, растрескивания и отслаивания мастики, окисления контактов, состояния выводных штырей и перемычек.  Ремонту с разборкой подлежат батареи, если бак имеет сквозные трещины или крышки отдельных элементов расколоты, или при испытании под нагрузкой напряжение хотя бы на одном элементе падает до нуля менее чем за 5 с. При этом работоспособность этого элемента не восстанавливается после промывки дистиллированной водой и проведения тренировочного цикла разряда — заряда.
Ремонту с разборкой подлежат батареи, если бак имеет сквозные трещины или крышки отдельных элементов расколоты, или при испытании под нагрузкой напряжение хотя бы на одном элементе падает до нуля менее чем за 5 с. При этом работоспособность этого элемента не восстанавливается после промывки дистиллированной водой и проведения тренировочного цикла разряда — заряда.
Пластины разобранных аккумуляторов можно ремонтировать при следующих условиях: стрела прогиба покоробившихся пластин не превышает 3 мм;
количество пустых ячеек и сквозных отверстий в решетке не превышает двух и они находятся не под ушками пластин;
активная масса выпала не более чем из семи ячеек без образования сквозных отверстий;
толщина пластины, заполненной активной массой, не превышает более чем на 0,5 мм толщину решетки;
в решетке нет надломов и трещин; положительные пластины имеют цвет от черного до темно-коричневого, мягки на ощупь и на них нет белых пятен;
отрицательные пластины имеют светло-серый цвет без зеленого налета, а их масса плотно прилегает к решеткам; при проведении по пластинам острием ножа на них остается блестящий след.
Баки можно использовать при сборке, если их стенки и внутренние перегородки не имеют сквозных трещин и раковин, а также значительных вздутий и короблений. При этом сколы на наружных стенках, углах и ребрах не превышают глубины 3 мм и площади 2 см2. Последние устраняют разделкой и заполнением пластмассой. Сепараторы могут быть использованы повторно, если они не имеют трещин, местных почернений и равномерны по толщине. Их необходимо очистить от налета сульфата, тщательно промыть и просушить.

 При капитальном ремонте аккумуляторную батарею полностью разбирают. Перед разборкой производят наружную чистку, внешний осмотр, разряд (при необходимости) и слив электролита. Затем батарею разбирают, детали промывают и сушат, выявляют неисправности, устанавливают способ ремонта и изготовления отдельных деталей.
При капитальном ремонте аккумуляторную батарею полностью разбирают. Перед разборкой производят наружную чистку, внешний осмотр, разряд (при необходимости) и слив электролита. Затем батарею разбирают, детали промывают и сушат, выявляют неисправности, устанавливают способ ремонта и изготовления отдельных деталей.
Перед разборкой рекомендуется аккумуляторную батарею разрядить током от 1/20 до 1/10 емкости батареи до напряжения 1,7-1,75 В на одном аккумуляторе.
При разборке осуществляют: снятие межэлементных соединений (перемычек) и удаление выводных клемм, удаление уплотнительной мастики, снятие крышек, извлечение блоков пластин в сборе, разделение блоков пластин на полублоки, мойка деталей и бака.
Снятие межэлементных соединений производится после высверливания выводных штырей специальной трубчатой фрезой, вставленной в коловорот (рис. 87, а, б). Перед обработкой штырь накернивают и засверливают по центру для создания направления центрирующей части фрезы. Освобожденную перемычку снимают съемником. Для удаления заливочной мастики, предварительно подогретой с помощью нагревательного колпака (рис. 88, а, б), применяют деревянные лопатки. Можно удалять мастику предварительно нагретыми до 180-200°С металлическими лопатками или нагревательной лопаткой, устроенной аналогично электрическому паяльнику.
Крышки аккумуляторов снимают специальным съемником (рис. 89). У фигурных пластмассовых крышек предварительно высверливают выводные штыри (рис. 90), освобождая их от свинцовых втулок.
Для извлечения пластин из бака применяют специальный захват (рис. 91), губки которого плотно зажимают свободные концы выводных штырей.  После извлечения пластины устанавливают на 2-3 мин на крае бака для стекания электролита, а затем промывают в дистиллированной воде. Сепараторы удаляют (рис. 92) тонкой пластиной из органического стекла или пластмассы, а поверхность пластин очищают от остатков разрушившихся сепараторов. Негодные пластины заменяют другими.
После извлечения пластины устанавливают на 2-3 мин на крае бака для стекания электролита, а затем промывают в дистиллированной воде. Сепараторы удаляют (рис. 92) тонкой пластиной из органического стекла или пластмассы, а поверхность пластин очищают от остатков разрушившихся сепараторов. Негодные пластины заменяют другими.  При замене 1-2 пластин, рекомендуется ставить бывшие в употреблении пластины. При замене большего количества пластин необходимо заменить весь блок пластин исправным, взяв его из разобранной ранее, бывшей в употреблении батареи того же типа.
При замене 1-2 пластин, рекомендуется ставить бывшие в употреблении пластины. При замене большего количества пластин необходимо заменить весь блок пластин исправным, взяв его из разобранной ранее, бывшей в употреблении батареи того же типа.
После восстановления и изготовления деталей батарею собирают. Производят сборку полублоков и блоков пластин, отдельных аккумуляторов батареи и заливку электролитом с последующим зарядом. В один полублок необходимо подбирать однотипные, одинаково изношенные пластины. При сборке применяют приспособление (рис. 93). обеспечивающее установку пластин на одинаковом расстоянии друг от друга. К выступающим концам ушек пластин приваривают угольным электродом баретку. Электрод соединяют с отрицательным полюсом батареи (напряжение 12 В, емкость не менее 100 А/ч), а деталь - с положительным полюсом. В качестве присадочного материала используют пруток свинца, а флюсом служит стеарин.
При установке полублоков следует проследить, чтобы каждая положительная пластина была расположена между двумя отрицательными, а при установке сепараторов - ребристая сторона их была бы обращена к положительной пластине. У комбинированных сепараторов стекловойлок или хлорвинил должны находиться между положительной стороной и ребристой поверхностью сепаратора.
Собранные блоки устанавливают в отделения бака аккумуляторной батареи. Пластины должны входить в отделение бака с некоторым усилием. Если они не входят, то их обжимают под прессом или в тисках. Если пластины входят слишком свободно, то устанавливают для уплотнения дополнительные сепараторы. 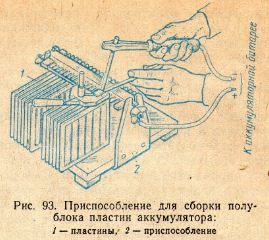 При установке крышек зазоры должны быть уплотнены асбестовым шнуром. Вольтметром проверяют, нет ли коротких замыкании. Отдельные аккумуляторы соединяют в батарею. На выводные клеммы блоков пластин надевают и приваривают межэлементные соединения. Наплавку выводных клемм свинцом осуществляют при помощи специальных форм (рис. 94), имеющих определенный размер для положительных и отрицательных штырей.
При установке крышек зазоры должны быть уплотнены асбестовым шнуром. Вольтметром проверяют, нет ли коротких замыкании. Отдельные аккумуляторы соединяют в батарею. На выводные клеммы блоков пластин надевают и приваривают межэлементные соединения. Наплавку выводных клемм свинцом осуществляют при помощи специальных форм (рис. 94), имеющих определенный размер для положительных и отрицательных штырей.  Собранные батареи заливают мастикой с температурой 175-180°С. Состав мастики: битум нефтяной № 5 -70%, авиационное масло МК-22 - 20% и сажа - 10%.
Собранные батареи заливают мастикой с температурой 175-180°С. Состав мастики: битум нефтяной № 5 -70%, авиационное масло МК-22 - 20% и сажа - 10%.
После сборки аккумуляторные батареи заливают электролитом. Плотность электролита при разряженной батарее 1,125 г/см3, при заряженной батарее — 1,32 г/см3. Уровень электролита должен быть выше пластин на 10-15 мм. Затем батарея должна постоять 4-6 ч для того, чтобы пластины хорошо пропитались электролитом. Затем осуществляют проверку уровня электролита и при необходимости доливают его. Батарея должна быть полностью заряжена током (величина тока устанавливается техническими условиями) до обильного выделения газов и постоянства напряжения в течение 2 ч
Температура электролита при заряде не должна превышать 45°С. Для охлаждения электролита заряд прерывают. В конце заряда плотность электролита доводят до 1,280-1,285 г/см3 при температуре 25°С. Для этого резиновой грушей удаляют часть электролита и вновь доливают дистиллированную воду или электролит, добиваясь нужной плотности электролита в каждом аккумуляторе. Все отремонтированные аккумуляторные батареи испытывают на герметичность и на величину напряжения под нагрузкой. Выборочно проверяют величину электрической емкости батарей. Испытания осуществляют в соответствии с разработанными техническими условиями. Проверку аккумуляторных батарей под нагрузкой удобно проводить прибором НИИАТ модели ЛЭ-3 (рис. 95).
 с проводами или обмоткой протирают ветошью, смоченной в бензине, и продувают сжатым воздухом. Затем их сушат в электрических сушильных шкафах при температуре 90—100°С в течение 45—90 мин в зависимости от размера обмоток. Уплотнительные прокладки из войлока и фетра промывают в чистом бензине.
с проводами или обмоткой протирают ветошью, смоченной в бензине, и продувают сжатым воздухом. Затем их сушат в электрических сушильных шкафах при температуре 90—100°С в течение 45—90 мин в зависимости от размера обмоток. Уплотнительные прокладки из войлока и фетра промывают в чистом бензине. Основными электрическими дефектами являются: межвитковое замыкание обмоток и замыкание на массу; обрывы выводных наконечников и в соединениях обмоток. Обмотки возбуждения проверяют с помощью прибора модели 533. Для этого переключатель 2 прибора (см. рис. 96) устанавливают в положение «Контроль изоляции». Один щуп прибора (рис. 98, а) соединяют с зажимом «1Л» на корпусе генератора, а второй щуп — с началом обмотки возбуждения. Если имеется обрыв, то контрольная лампа не загорится. Качество изоляции (отсутствие замыкания на «массу») проверяют при положении второго щупа на корпусе генератора (рис. 98, б). Если контрольная лампа прибора загорится, то обмотка замкнута на «массу». Аналогичную проверку можно произвести при помощи контрольной лампы от сети переменного тока напряжением 220 В.
Основными электрическими дефектами являются: межвитковое замыкание обмоток и замыкание на массу; обрывы выводных наконечников и в соединениях обмоток. Обмотки возбуждения проверяют с помощью прибора модели 533. Для этого переключатель 2 прибора (см. рис. 96) устанавливают в положение «Контроль изоляции». Один щуп прибора (рис. 98, а) соединяют с зажимом «1Л» на корпусе генератора, а второй щуп — с началом обмотки возбуждения. Если имеется обрыв, то контрольная лампа не загорится. Качество изоляции (отсутствие замыкания на «массу») проверяют при положении второго щупа на корпусе генератора (рис. 98, б). Если контрольная лампа прибора загорится, то обмотка замкнута на «массу». Аналогичную проверку можно произвести при помощи контрольной лампы от сети переменного тока напряжением 220 В.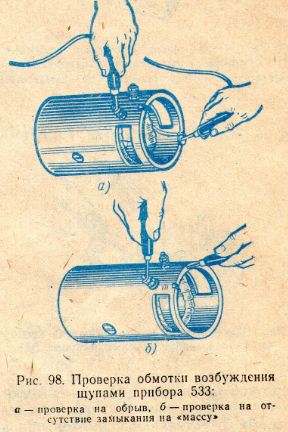 Короткое замыкание в витках обмотки возбуждения можно выявить при определении омического сопротивления обмоток при помощи омметра. Оно должно соответствовать установленным техническим данным генератора. Если сопротивление окажется меньшим, то это укажет на наличие межвиткового замыкания в катушке. Катушки не подлежат ремонту, если имеют обрывы и замыкания.
Короткое замыкание в витках обмотки возбуждения можно выявить при определении омического сопротивления обмоток при помощи омметра. Оно должно соответствовать установленным техническим данным генератора. Если сопротивление окажется меньшим, то это укажет на наличие межвиткового замыкания в катушке. Катушки не подлежат ремонту, если имеют обрывы и замыкания. Для устранения дефектов обмоток возбуждения корпус генератора разбирают. Для этого снимают клеммы и отвертывают винты крепления полюсных наконечников, предварительно ослабив их с помощью пресс-отвертки (рис. 99). Катушки с отсыревшей и промасленной изоляцией просушивают в сушильном шкафу, а затем пропитывают изоляционным лаком. Поврежденную изоляцию катушек снимают и заменяют новой с последующей пропиткой лаком и сушкой в шкафу. Дефектную межвитковую и наружную изоляцию в обмотках катушек возбуждения стартеров заменяют на новую.
Для устранения дефектов обмоток возбуждения корпус генератора разбирают. Для этого снимают клеммы и отвертывают винты крепления полюсных наконечников, предварительно ослабив их с помощью пресс-отвертки (рис. 99). Катушки с отсыревшей и промасленной изоляцией просушивают в сушильном шкафу, а затем пропитывают изоляционным лаком. Поврежденную изоляцию катушек снимают и заменяют новой с последующей пропиткой лаком и сушкой в шкафу. Дефектную межвитковую и наружную изоляцию в обмотках катушек возбуждения стартеров заменяют на новую. Ремонт включателей и реле стартеров.
Ремонт включателей и реле стартеров.